Blog
How to Achieve High-Loading (78%+) Titanium Pastes Without Voids?

A Practical Guide to Rheological Transitions and Vacuum Mixing Strategies
Summary for Professionals: In high-density metal paste production, the line between a “flowable suspension” and “unworkable waste” is razor-thin. This article analyzes why a 3.5:1 (w/w) powder-to-resin ratio acts as a critical threshold and how Planetary Vacuum Mixing overcomes the physics of high-viscosity dispersion.
1. The "High-Density" Problem: Why Standard Mixing Fails
When mixing Irregular Titanium Powder (~4.6 g/cm³) into High-Viscosity Resin (~30,000 cP), you aren't just stirring; you are fighting physics.
The Density Gap: Titanium is 3.5X heavier than the resin. In a static or low-energy mix, the powder sinks faster than it can disperse.
The Viscosity Barrier: At 30,000 cP (similar to honey or molasses), air bubbles are "locked" in place. Standard impellers often introduce more air rather than removing it.
The 3.5:1 Threshold: Our testing shows that once the loading exceeds a 3.5:1 ratio (approx. 78% by weight), the resin phase can no longer lubricate the particles. The system transitions from a "liquid-supported" state to a "particle-contact" state, resulting in dry agglomerates.
2. Comparative Analysis: Stable vs. Agglomerated States
|
Paramete |
Stable Window (≤ 3.5:1) |
Failure Zone (≥3.6:1) |
|---|---|---|
|
Visual Texture |
Glossy, mirror-like surface |
Matte, "dry mud" appearance |
|
Flowability |
Excellent (Self-leveling) |
Zero (Brittle/Clumpy) |
|
Internal Structure |
Continuous resin phase |
Voids & particle-particle friction |

The pictures shown from left to right display the effects of mixing ratios of 3.3:1, 3.5:1, 3.57:1 and 3.6:1, respectively.
Experience Tip: If your paste looks "dull" or "chalky" during mixing, you have likely crossed the wetting limit. Simply adding more powder won't help; you need a mixing technology that can force resin into the microscopic pores of the irregular powder.
3. Engineering Solution: The Power of Planetary Vacuum Mixing
To handle high-solids systems near the 3.5:1 limit, the Planetary Vacuum Mixer uses two distinct physical forces that standard mixers lack:
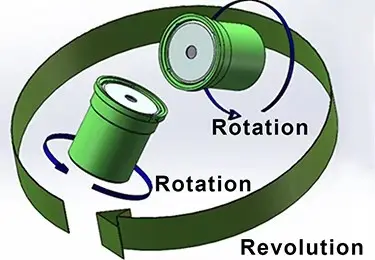
A. Dual-Axis Centrifugal Shear (The "Folding" Action)
Unlike a blade that cuts through material, this mixer uses Simultaneous Rotation and Revolution.
The Physics: The revolution generates a massive centrifugal field (>400Gs). This force pushes the heavy titanium particles against the walls, while the self-rotation "folds" the resin back into the center.
The Result: This ensures that even at high loadings, the shear stress(\tau = \eta \cdot \gamma) is distributed evenly, breaking down micro-agglomerates that blades would simply miss.
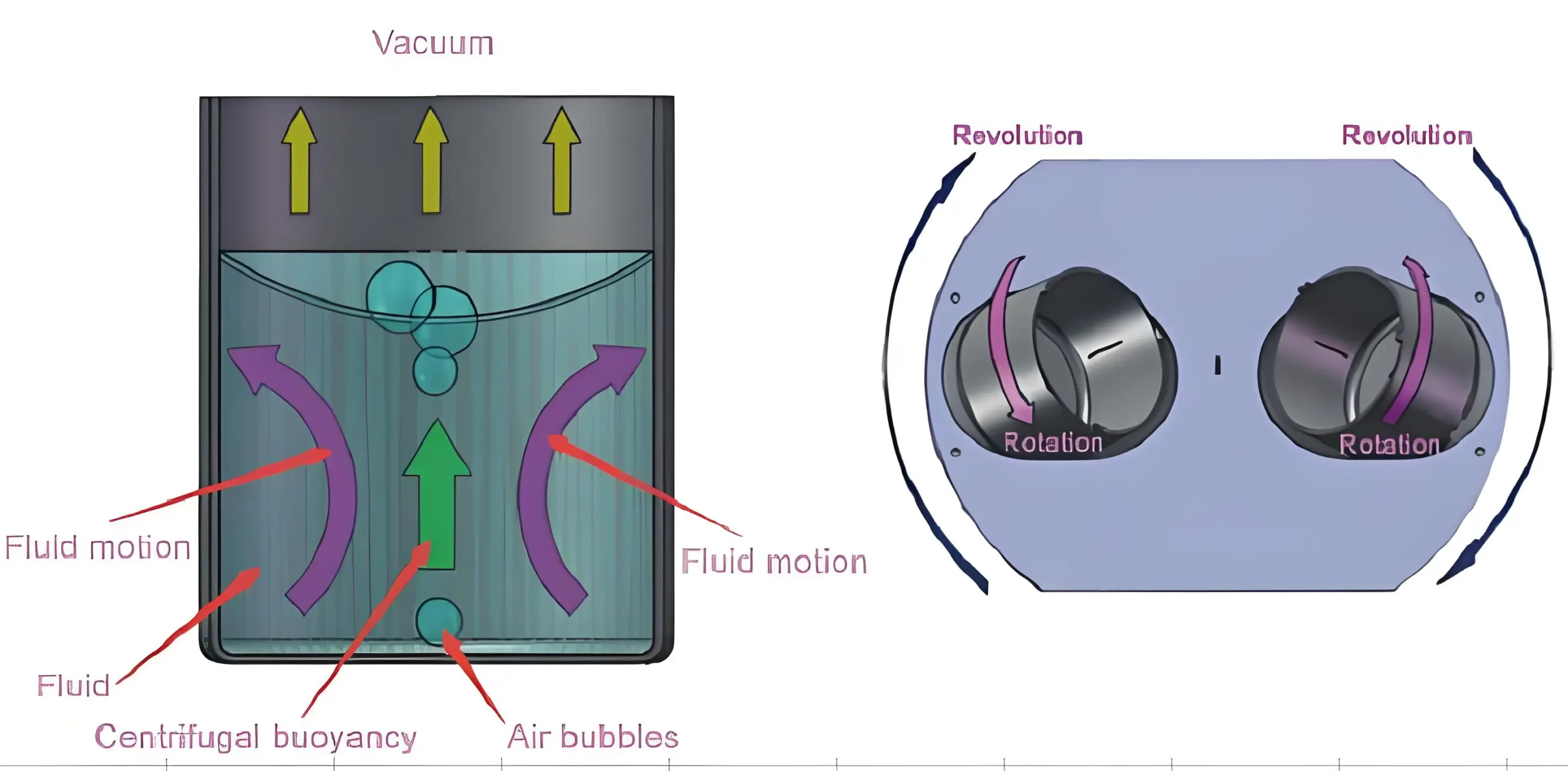
B. Vacuum-Assisted Degassing (Stokes' Law Override)
In high-viscosity media, bubbles cannot rise on their own. According to Stokes' Law: v = [2r² (ρp - ρf) g] / 9η
As viscosity (η) increases, bubble velocity (v) drops to near zero.
Our Solution: By mixing under a -100kPa vacuum, we expand the micro-bubbles trapped between titanium particles. The planetary centrifugal force then "squeezes" these expanded bubbles to the surface, resulting in a 100% void-free composite.
4. Best Practices for Metal Paste Production
For engineers working with Titanium, Tungsten, or Nickel pastes, we recommend the following "Gold Standard" process:
Experimental Mapping: Identify your specific "Wetting Limit." For titanium-resin, maintain a safety margin just below the 3.5:1 ratio.
Two-Stage Mixing Profile:
Phase 1: Low speed (approx. 400-600 RPM) to "wet" the powder without overheating.
Phase 2: High speed (1200+ RPM) with Full Vacuum to achieve final dispersion and air removal.
Temperature Control: High-loading generates friction heat. Utilize mixers with water-cooling jackets to prevent premature curing of the photopolymer resin.
5. Conclusion: Excellence in Material Processing
Achieving a perfect 3.5:1 titanium dispersion is not just about the recipe—it's about the mixing energy and environment. Planetary vacuum technology transforms a "difficult" material into a stable, high-performance industrial product.
Need to test your specific formulation?



